

各种类型电池回收欢迎致电产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:各种类型电池回收欢迎致电的图文介绍
马鞍山泽兴柴油发电机租赁厂家有限公司共占地面积30亩,是一家集设计、制作、安装为一体的大型 发电机回收公司。拥有现代化的 发电机回收铸造生产线和配套设备,公司将竭诚满足客户不同层次的需求,使客户能以实惠的价格获取新颖、别致、富有创意的设计方案及质量的产品和服务。
我们的宗旨始终是:注重客户需求,重视工艺创新,以其品质和诚信服务,为社会创造优质 发电机回收!创造一个绿化、美化、生态的人居环境;营造一种文明、高雅、时尚的文化氛围;本公司将与广大客户一道,携手共进,共创美好未来!


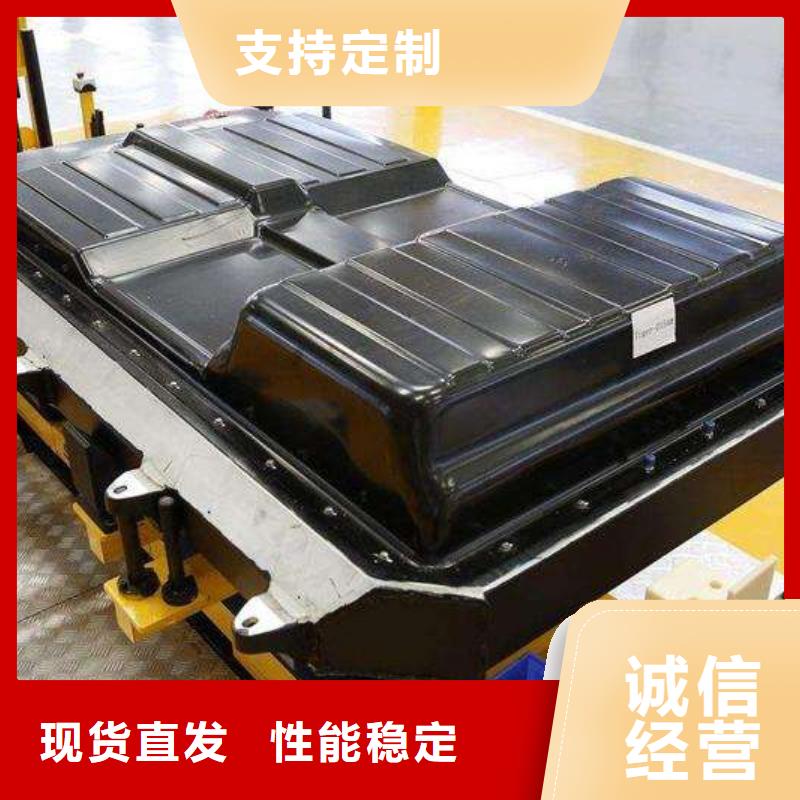
近年来,在政策的引导和推动下,我国新能源汽车产业发展迅速,随着新能源汽车逐渐进入报废期,车用动力电池的回收利用问题也会越来越突出。政府高度重视动力电池回收利用的工作,已经出台多项相关政策来推动动力电池回收利用产业的发展(见表1)。 表1国内出台的车用动力电池回收相关政策 从上表可以看出,车用动力电池回收政策逐步完善,已经明确了动力电池回收责任主体,并在多项政策中强调了“生产者责任延伸制度”,但在落实方面仍存在一定困难。 1、相关技术规范尚不完善,回收利用体系还未建立;2、出台政策为鼓励性政策,具体回收要求不是很明确,在《关于2016-2020年新能源汽车推广应用财政支持政策的通知》及《新能源汽车生产企业及产品准入管理规则》中对动力电池回收的要求只是“企业应承担动力电池回收利用的主体责任”,“新能源汽车生产企业应当建立新能源汽车产品售后服务承诺制度包括电池回收”;3、缺乏动力电池回收惩罚机制,目前由于受规模的限制,尚未形成回收市场,动力电池回收再利用经济性不高,同时目前政策也不是强制性管理,企业积极性不高,亟需制定动力电池回收再利用激励实施细则,建立明确的赏罚机制。 目前,正在针对以上问题制定相关的管理办法,在《新能源汽车动力蓄电池回收利用管理暂行办法(征求意见稿)》中,首次明确了汽车企业、电池企业、综合利用企业未按要求进行回收的罚则办法,其中对未按要求进行回收的整车企业将暂停其《道路机动车辆生产企业及产品公告》中新产品申报,如果管理暂行办法正式发布,将对动力电池回收起到积极的作用。另外,《节能与新能源汽车产业发展规划》以及《关于加快新能源汽车推广应用的指导意见》分别作为我国新能源汽车的发展目标和行动方向,已经为动力电池回收政策体系的完善指明了方向,下一步除尽快完善《新能源汽车动力蓄电池回收利用管理暂行办法》外,将会从加快动力蓄电池回收利用管理标准体系建设,规范管理制度(溯源管理、梯级产品管理、报废)、出台动力电池回收激励政策等方面,推动动力电池回收产业的发展和政策体系的完善。



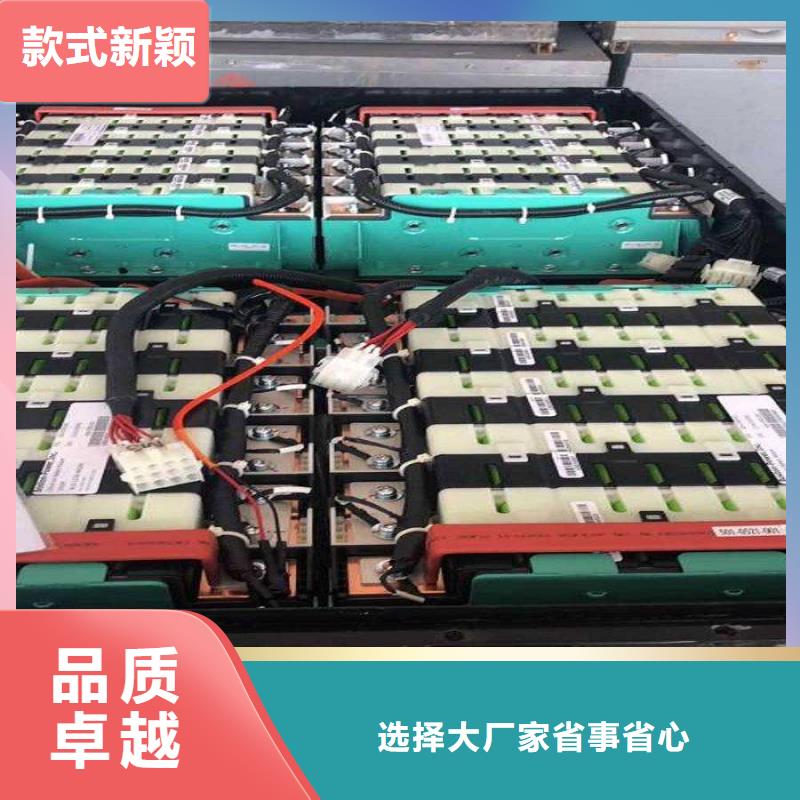
磷酸铁锂电池的优势 1、磷酸铁锂电池的寿数长,循环寿数在2000次以上。 在相同的条件下,磷酸铁锂电池可运用7到8年的时刻。 2、运用。 磷酸铁锂电池经过严厉的检验,即便在交通事故中也不会发作 。 3、充电**。 运用*充电器,1.5C充电40分钟即可以使电池充满。 4、磷酸铁锂电池耐高温,磷酸铁锂电池热风值可以抵达350到500摄氏度。 5、磷酸铁锂电池的容量大。 6、磷酸铁锂电池没有回忆效应。 7、磷酸铁锂电池回收绿色环保,,无污染,原资料来历广泛,价格便宜。 锂电池UPS电源的优势 1.体积 与铅酸蓄电池比较,在供给相同功率的情况下,锂电池UPS其占用空间仅为后者的三分之一。 2.温度 锂电池UPS电源使客户能够下降制冷需求,削减UPS电源的运用空间。 3.寿数*长 锂电池UPS均匀作业寿数为10到15年,而铅酸电池只能继续4到6年,*长的保质期有用下降了电池替换的本钱和保护背负。



电池回收处理方法编辑 湿法冶金法 该法基于Zn,MnO2可溶于酸的原理,将电池中的Zn,MnO2与酸作用生成可溶性盐进入溶液,溶液经过净化后电解生产金属锌和电解MnO2或生产其它化工产品、化肥等。湿法冶金又分为焙烧-浸出法和直接浸出法。 焙烧-浸出法是将废电池焙烧,使其中的氯化铵、氯化亚汞等挥发成气相并分别在冷凝装置中回收,高价金属氧化物被还原成低价氧化物,焙烧产物用酸浸出,然后从浸出液中用电解法回收金属,焙烧过程中发生的主要反应为: MeO+C→Me+CO↑A(s)→A(g)↑ 浸出过程发生的主要反应: Me+2H+→Me2++H2↑MeO+2H+→Me2++H2O 电解时,阴极主要反应: Me2++2e→Me 直接浸出法是将废干电池破碎、筛分、洗涤后,直接用酸浸出其中的锌、锰等金属成分,经过滤,滤液净化后,从中提取金属并生产化工产品。 反应式为: MnO2+4HCl→MnCl2+Cl2↑+2H2OMnO2+2HCl→MnCl2+H2OMn2O3+6HCl→2MnCl2+Cl2↑+3H2OMnCl2+NaOH→Mn(OH)2+2NaClMn(OH)2+氧化剂→MnO2↓+2HCl 电池中的Zn以ZnO的形式回收,反应式如下: Zn2++2OH-→ZnO2-→Zn(OH)2(无定型胶体)→ZnO(结晶体)+H2O 常压冶金法 该法是在高温下使废电池中的金属及其化合物氧化、还原、分解和挥发以及冷凝的过程。



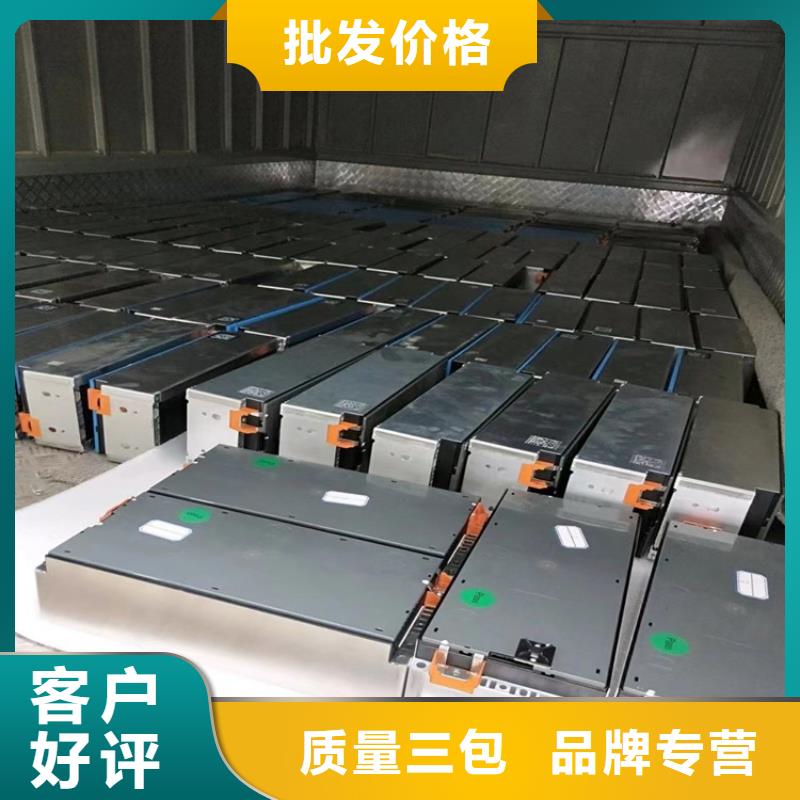
本发明涉及新能源材料锂电池资源化回收处理领域,尤其是一种锂电池回收处理的方法。背景技术:锂离子电池由于工作电压高、体积小、无记忆效应、自放电小、循环寿命长等优点,得到广泛的认可。随着2014年我国逐渐普及新能源车,其销量预计在2020年将达到200万辆。一般而言,当电池容量衰减到60~80%左右,便达到设计的使用寿命,急需进行替换,新能源车电池的有效寿命在4~6年左右,也就是说,在未来2年内必将迎来大规模的动力电池报废阶段。废弃锂离子电池中通常含钴5~15%、锂2~7%、镍0.5~2%,其回收再利用价值相对较高。另外,废弃锂离子电池中还含有六氟磷酸锂等有毒物质,会对环境和生态系统造成严重污染,钴、锰、铜等重金属通过积累作用也会由生物链危害人类自身,极具危害性。因此随着锂离子电池应用广泛性,对锂离子电池进行回收处理以减少对环境造成的污染、缓解资源匮乏等问题,具有重要的社会意义和经济意义。而如何回收率是值得研究的方向。技术实现要素:为了解决上述问题,本发明提出了一种锂电池回收处理的方法,以改善上述问题。为了实现上述目的,本发明采用如下技术方案:锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将步骤1)得到的悬浮液与无机酸、过氧化氢混合进行浸取,得酸化浸出液;3)将步骤2)得到的酸化浸出液进行沉积后,对其进行过来膜处理,后得到包含li+的溶液;步骤3)中的过滤膜处理的步骤具包括:过滤预处理、超滤处理、陶瓷纳滤、耐酸过滤处理;耐酸碱过滤处理的膜材料为陶瓷和/或高分子聚合物。经超滤处理分离颗粒的分子量大于500,粒径大于10nm;陶瓷纳滤以及酸碱过滤处理对沉积后的酸化浸出液进行分离、浓缩,旨在使所产水达到回收标准。步骤3)中过滤预处理包括除浊度、除悬浮物、降温和调ph。步骤3)中沉积为草酸法化学沉积和/或电沉积。步骤2)中无机酸为盐酸或或硝酸,不选用硫酸、磷酸是因为多元酸在后面采用纳滤处理时无法将锂和镍钴锰分开。无机酸的浓度为1~8mol/l。步骤2)中过氧化氢的浓度为1~10%。优选地,过氧化氢的浓度为2~4%。无机酸与过氧化氢的摩尔比为2.5~20:1。电沉积时,沉积条件为电流密度20~55ma/cm2,ph=1.5~5.5,温度35~60℃。步骤2)中在浸取的搅拌时间为0.5~12h,转速为50~400r/min。本发明提供的上述回收处理方法可用于正极材料为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等的锂电池回收,因此悬浮物溶液的正极材料成分为li(ni、co、mn)o2、li2mno3、limn2o4、lifepo4等。与现有技术相比,本发明的有益效果在于:本发明回收处理系统采用先进的综合回收工艺将废旧锂电池材料从分离、浓缩、到提纯,并利用化学沉淀/电沉积和耐酸碱的纳滤/反渗透膜处理,将废旧锂电池进行了充分的资源化回收处理。本发明的陶瓷纳滤具有高抗污、高耐压、耐油、耐酸碱、耐有机溶剂等优势,同时结合耐酸碱过滤的高耐酸/碱特种膜,具有明显的应用优势,可避免重复调ph值。本发明的锂电池回收处理方法的资源回收率可达99%,产物成分纯净;同时很大程度上降低了能耗,环保效益明显;本发明的锂电池回收处理方法易于控制、操作简单;经本发明的方法所产的水质可达到纯水的标准,有效地避免了大量水资源的浪费。附图说明图1为本发明锂电池回收处理方法的流程示意图。具体实施方式为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例1锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将步骤1)得到的悬浮液与1mol/l的hf、4%的h2o2混合并搅拌以进行浸取,搅拌时间为0.5h,转速为400r/min,得酸化浸出液;需要说明的是,实施例1-4中的加酸比例根据悬浮液中的阳离子量来确定,分子量计算确保将镍钴锰锂等全部浸出,并保证有3~10%的富裕量;另外,无机酸与双氧水的加入摩尔比为2.5:1。3)对酸化浸出液进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到包含li+的溶液,本实施例的回收率为92%。实施例2锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液。2)将悬浮液与8mol/l的、2%的h2o2混合并搅拌以进行浸取,搅拌时间为12h,转速为50r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为20:1。3)再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为91%。实施例3锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液5mol/l的盐酸、3%的h2o2混合并搅拌以进行浸取,搅拌时间为6h,转速为250r/min,得酸化浸出液,无机酸与双氧水的加入摩尔比为10:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度20ma/cm2,ph=5.5,温度35℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为99%。实施例4锂电池回收处理的方法,包括以下步骤:1)将废旧锂电池放电后剪切破碎并进行分离,得到悬浮液;2)将悬浮液与3mol/l的硝酸、2.2%的h2o2混合并搅拌以进行浸取,搅拌时间为8h,转速为320r/min,得酸化浸出液,酸与双氧水的加入摩尔比为7:1;3)将酸化浸出液进行电沉积,沉积条件为电流密度55ma/cm2,ph=1.5,温度60℃;再对其进行依次进行除浊度、除悬浮物、降温和调节ph值、超滤处理、陶瓷纳滤处理、耐酸碱过滤处理,得到li+溶液,本实施例的回收率为95%。实施例1-4步骤3)中除浊度、除悬浮物、降温和调节ph值的指标值详见表1:表1:本发明在预处理压滤、陶瓷纳滤处理后不需再一次进行浸取,浸出的目的是将金属氧化物转化成离子,成为离子状态后都不需要再浸取。以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
